鋁鑄件鋁鑄造包括現(xiàn)代模塑技術(shù),,該技術(shù)以電磁泵低壓鑄造技術(shù)為核心,,結(jié)合鋁冶煉和成型復(fù)合凈化技術(shù),能生產(chǎn)高質(zhì)量的鋁鑄件,,這種技術(shù)具有熔融金屬熔液傳輸系統(tǒng)穩(wěn)定,,流量控制方便,,易于實(shí)現(xiàn)流程自動(dòng)化等優(yōu)點(diǎn),,能工作環(huán)境,,減少勞動(dòng)強(qiáng)度,并實(shí)現(xiàn)自動(dòng)化和現(xiàn)代化的鑄造生產(chǎn),。
鑄鋁件的技術(shù)要求主要包括以下幾個(gè)方面:
模具制造和設(shè)計(jì):模具是鑄造過程中的關(guān)鍵設(shè)備,,其制造和設(shè)計(jì)質(zhì)量直接影響到鑄鋁件的成型質(zhì)量和精度。在模具設(shè)計(jì)方面,,需要考慮到鑄造工藝的特點(diǎn),合理確定鑄口,、澆口,、冷卻水道等參數(shù),以充分發(fā)揮模具的優(yōu)勢,。
鑄造工藝的控制:鑄造工藝是鑄鋁件生產(chǎn)中為關(guān)鍵的環(huán)節(jié)之一,。在鑄造過程中需要控制鋁合金液態(tài)溫度、澆注速度,、鑄型溫度等因素,,以鑄鋁件的成型質(zhì)量和性能。鑄造前需要進(jìn)行充分的準(zhǔn)備工作,,包括鑄型預(yù)熱,、鑄型涂料處理、鑄型表面清理等,。鑄造中還需要進(jìn)行嚴(yán)格的質(zhì)量控制和檢測,,及時(shí)調(diào)整工藝參數(shù),鑄鋁件的一致性和穩(wěn)定性,。
熱處理和表面處理:鑄鋁件的熱處理和表面處理是為了其性能和表面質(zhì)量,。在熱處理方面,需要根據(jù)鋁合金材料的不同特點(diǎn),,選擇適當(dāng)?shù)臒崽幚矸绞?,包括時(shí)效處理、固溶處理,、淬火等,。此外,還可以采用各種表面處理方法,例如噴涂,、陽極氧化等,,以滿足用戶的不同需求。
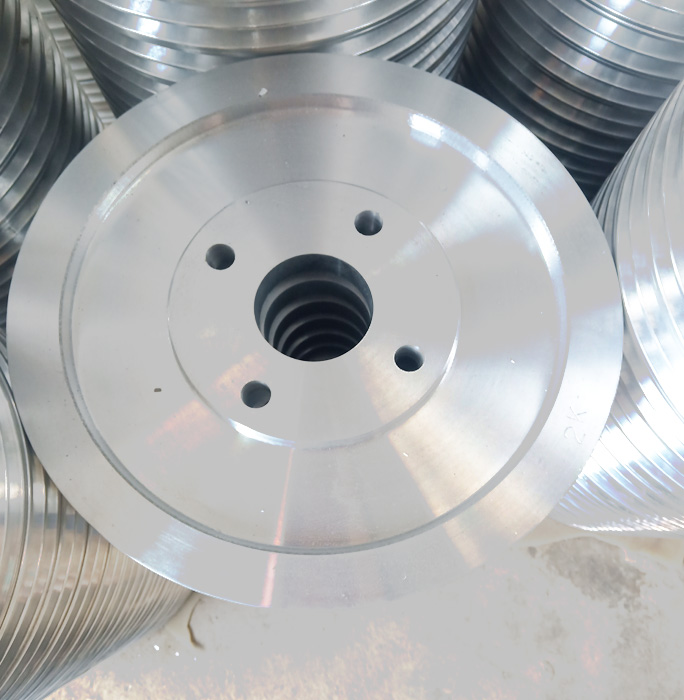
外部技術(shù)標(biāo)準(zhǔn):鑄鋁件的外部技術(shù)標(biāo)準(zhǔn)要求包括鑄件表面粗糙度應(yīng)符合規(guī)定,,不允許有擦傷,、缺肉和網(wǎng)狀毛刺等缺陷,且其缺陷的程度和數(shù)量應(yīng)該與供需雙方同意的標(biāo)準(zhǔn)相符,。
尺寸和位置精度:壓鑄件的尺寸和位置精度是決定其合格與否的關(guān)鍵因素之一,。在設(shè)計(jì)和制造階段,應(yīng)按照標(biāo)準(zhǔn)和規(guī)范控制鋁合金壓鑄件各個(gè)方面的尺寸及其位置公差,,以確保排除因尺寸和位置公差引起的偏差和誤差,。
產(chǎn)品壁厚和結(jié)構(gòu):鑄鋁件的產(chǎn)品壁厚應(yīng)均勻,且相差不能過大,。厚度不能太厚(氣泡,、砂孔現(xiàn)象會(huì)多)也不能太薄(填充不良,,成型困難),。一般來說,根據(jù)產(chǎn)品壓鑄面積的大小,,壁厚應(yīng)在范圍內(nèi),,如2.5mm-4mm之間。此外,,產(chǎn)品盡量不要有尖角,,一般要倒R1.0的圓角,同時(shí)在開模方向要有脫模斜度,,便于脫模,。鑄孔與鑄孔或鑄件邊緣應(yīng)保持的距離(B>1.5mm),并盡量減少內(nèi)部凹陷結(jié)構(gòu),,避免四周抽芯問題,。
以上是關(guān)于
鑄鋁件技術(shù)要求的一些主要方面,具體的技術(shù)要求可能會(huì)因應(yīng)用場合和產(chǎn)品類型的不同而有所差異,。




,輪胎冷翻設(shè)備-充氣式胎面壓合機(jī)")
備,輪胎翻新硫化內(nèi)胎,丁基膠內(nèi)胎-加重內(nèi)胎")
備, -自轉(zhuǎn)式輪胎檢查機(jī)")
備,輪胎翻新配件,水胎-硫化內(nèi)胎")