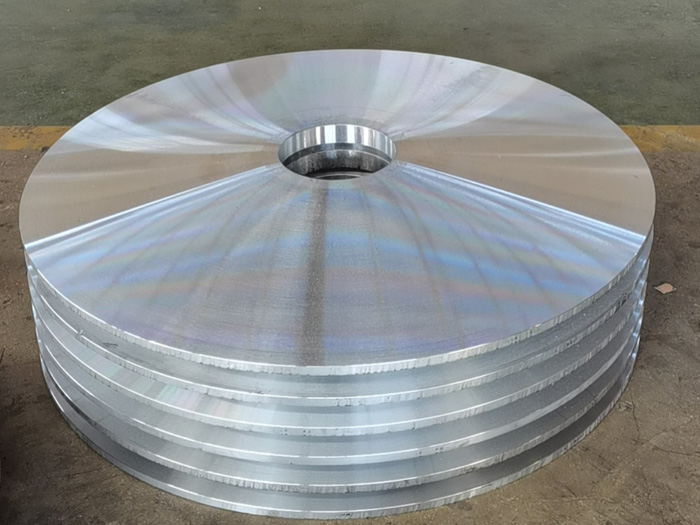
大型鋁鑄件作為我們公司主推的產(chǎn)品非常的受歡迎,,大型鋁鑄件有3噸大型鋁鑄件,鋁鑄件的規(guī)格可根據(jù)客戶需求來進行定制,。大型鋁鑄件的型芯組裝你了解多少呢,?有知道多少在組裝的過程中有什么需要注意的事項呢?不知道沒有關(guān)系,,下面東風小編來為您詳細講解一下,。
作為
大型鋁鑄件的生產(chǎn)廠家,在日常生產(chǎn)中經(jīng)常會遇到各式各樣的技術(shù)問題,,經(jīng)過我們鋁件壓鑄加工廠技術(shù)員反復(fù)試驗,,總結(jié)出一套自己的技術(shù)體系,在大型鋁鑄件的砂型鑄造中,,經(jīng)常會遇到由于壓鑄鋁件尺寸較大而沒有合適的砂箱,。在這種情況下,鑄鋁廠推薦使用組模和型芯成型,,以良好的鑄造效果,。注意砂芯放置的穩(wěn)定性;其次,,砂芯定位的準確性,;還有核心建模的可操作性;以及核心組件與其他工藝要素之間的兼容性,。大型壓鑄鋁件群造型時,,應(yīng)盡量在群造型砂塊外進行圍砂,防止漏箱,。
如果大型鋁鑄件件含有較多的格柵和隔膜,,為了避免澆注不足的缺陷,除了將內(nèi)澆口對準格柵或隔膜的方向外,,壓鑄鋁件本身的排氣也是一個非常重要的工藝要素,。
對于一些大型
鑄鋁件,通體壁厚較薄,,整體結(jié)構(gòu)為環(huán)形或框架,。因此,澆注系統(tǒng)設(shè)置在壓鑄鋁件中心時,,直澆口與橫向澆道環(huán)之間的澆口應(yīng)盡量做成折線形式,,以防止收縮時產(chǎn)生拉應(yīng)力,造成變形和開裂。的壓鑄鋁件。
在鑄造過程中,,對于大型壓鋁鑄件的厚件,在其上設(shè)置冒口非常小心,,以免在原有熱點的基礎(chǔ)上形成工藝熱點。需要記住的是,,大型壓鑄鋁件較厚的部分使用冷鐵,,其效果往往比單獨使用冒口的效果要好。