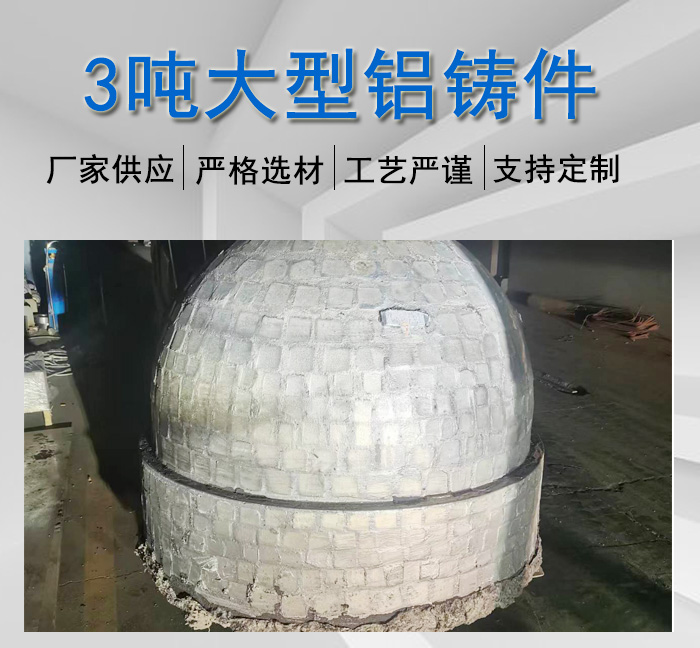
3噸大型鋁鑄件是一種壓力鑄造的零件, 是使用裝好鑄件模 具的壓力鑄造機(jī)械壓鑄機(jī),將加熱為液態(tài)的鋁或鋁合金澆入壓鑄機(jī)的入料口,經(jīng)壓鑄機(jī)壓鑄,鑄造出模具限制的形狀和尺寸的鋁零件或鋁合金零件,這樣的零件通常被叫做鋁壓鑄件,。
大型
鑄鋁件屬鑄造工藝產(chǎn)品,鑄造是人類掌握比較早的一種金屬熱加工工藝,,已有約6000年的歷史,。鑄造是將金屬熔煉成符合
要求的液體并澆進(jìn)鑄型里,,經(jīng)冷卻凝固,、清整處理后
有預(yù)定形狀、尺寸和性能的鑄件的工藝過(guò)程,。鑄造是現(xiàn)代機(jī)械制造工業(yè)的基礎(chǔ)工藝之一,。中國(guó)約在公元前1700~前1000年之間已進(jìn)入青銅鑄件的全盛期,工藝上已達(dá)到相當(dāng)高的水平,。中國(guó)商朝的重875公斤的司母戊方鼎,,戰(zhàn)國(guó)時(shí)期的曾侯乙尊盤,西漢的透光鏡,,都是古代鑄造的代表產(chǎn)品,。
3噸大型鋁鑄件組織致密,具有較高的強(qiáng)度和硬度,。由于壓鑄是熔融的液態(tài)金屬在很短的時(shí)間內(nèi)完成填充,,在壓鑄模內(nèi)迅速冷卻同時(shí)在高壓下凝固結(jié)晶。因此,,在壓鑄鋁鑄件靠近表面層晶粒較細(xì),,組織致密,使得壓鑄件具有較高的強(qiáng)度,、硬度和良好的耐磨性能以及抗腐蝕性能,。
3噸大型
鋁鑄件組芯造型工藝的注意事項(xiàng):
1.
鑄鋁件砂型鑄造時(shí),對(duì)于尺寸過(guò)大而無(wú)適用砂箱的鑄件以及對(duì)于不止一個(gè)面有較復(fù)雜腔室的鑄件,采用組型和組芯造型的方法能取得較好的效果。
2.鑄鋁件組芯造型時(shí),應(yīng)把握好以下四方面,砂芯放置的穩(wěn)定性;砂芯定位的準(zhǔn)確性;組芯造型的可操作性;組芯與其他工藝要素的互容性,。組型造型時(shí),應(yīng)在組型砂塊外進(jìn)行圍砂,以防產(chǎn)生漏箱,。
3.對(duì)于網(wǎng)格類和隔板較多的大型
鋁鑄件,要避免產(chǎn)生澆不足的缺陷,除了要將內(nèi)澆口對(duì)準(zhǔn)網(wǎng)格或隔板的走向外,鑄件本身的排地是非常重要的工藝要素。
4.對(duì)于通身壁厚較薄的環(huán)形或框形鑄件,當(dāng)澆注系統(tǒng)設(shè)置在鑄件中心部位時(shí),直澆與橫澆道圈之間的澆道做成折線形式,以防收縮時(shí)產(chǎn)生拉應(yīng)力使鑄件產(chǎn)生變形與裂紋,。
5.對(duì)于
鑄鋁件中局部很厚的部位,在其上設(shè)置冒口要非常慎重,以防在原有熱節(jié)的基礎(chǔ)上再形成工藝熱節(jié),在局部很厚的部位,配用冷鐵的效果往往要好于單用冒口的效果,。

")



















星裝備振動(dòng)工裝主體,鑄重件,鑄大件-衛(wèi)星裝備振動(dòng)工裝主體")