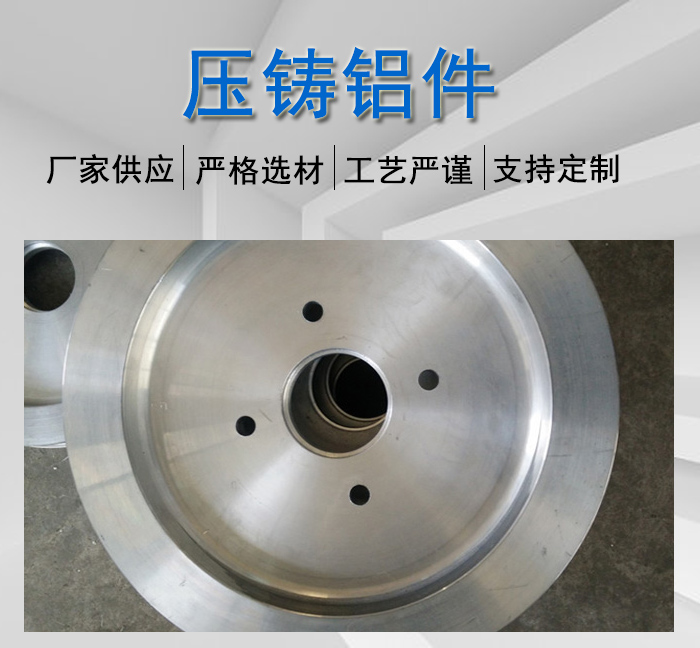
壓鑄鋁件在不同的地方有不同的叫法,如鋁壓鑄零件、壓鑄鋁零件,、壓鑄鋁件,、壓鑄鋁、鋁壓鑄件,、鋁合金壓鑄零件等,。由于金屬鋁及鋁合金具有很好的流動(dòng)性和可塑性,而且鑄造加I是在有壓力的壓鑄機(jī)中鑄造,因此鋁壓鑄件可以做出各種較復(fù)雜的形狀,也可作出較高的精度和光潔度,從而很大程度的減少了鑄件的機(jī)械加工量和金屬鋁或鋁合金的鑄造余量,不僅節(jié)約了電力、金屬材料,、還大大節(jié)約了勞動(dòng)成本;而鋁及鋁合金具有優(yōu)良的導(dǎo)熱性,較小的比重和高可加工性;從而鋁壓鑄件被廣泛應(yīng)用于汽車制造,、內(nèi)燃機(jī)生產(chǎn)、摩托車制造,、電動(dòng)機(jī)制造,、 油泵制造、傳動(dòng)機(jī)械制造,、精密儀器,、園林美化、電力建設(shè),、建筑裝飾等各個(gè)行業(yè),。壓鑄鋁件可以被制造為鋁壓鑄汽車配件、鋁壓鑄汽車發(fā)動(dòng)機(jī)管件,、鋁壓鑄發(fā)動(dòng)機(jī)氣缸,、鋁壓鑄汽油機(jī)氣缸缸蓋,、鋁壓鑄、氣門搖臂,、鋁壓鑄氣門支座,、鋁壓鑄電力配件、鋁壓鑄電機(jī)端蓋,、鋁壓鑄殼體,、鋁壓鑄泵殼體、鋁壓鑄建筑配件,、鋁壓鑄裝飾配件,、鋁壓鑄護(hù)欄配件、鋁壓鑄鋁輪等等零件,。
鑄造鋁合金的密度比鑄鐵和鑄鋼小,,而比強(qiáng)度則較高。因此在承受同樣載荷條件下采用鋁合金鑄件,,可以減輕結(jié)構(gòu)的重量,,故在航空工業(yè)及動(dòng)力機(jī)械和運(yùn)輸機(jī)械制造中,鋁合金鑄件廣泛的應(yīng)用,。鋁合金有良好的表面光澤,,在大氣及淡水中具有良好的性,故在民用器皿制造中,,具有廣泛的用途,。純鋁在硝酸及醋酸等氧化性酸類介質(zhì)中具有良好的耐蝕性,因而鋁鑄件在化學(xué)工業(yè)中也有的用途,。純鋁及鋁合金有良好的導(dǎo)熱性能,,放在化工生產(chǎn)中使用的熱交換裝置,以及動(dòng)力機(jī)械上要求具有良好導(dǎo)熱性能的零件,,如內(nèi)燃機(jī)的汽缸蓋和活塞等,,也適于用鋁合金來制造。
壓鑄鋁件具有良好的鑄造性能,。由于熔點(diǎn)較低(純鋁熔點(diǎn)為660.230C,,鋁合金的澆注溫度一般約在730~750oC左右),故能廣泛采用金屬型及壓力鑄造等鑄造方法,,以提高鑄件的內(nèi)在質(zhì)量,,尺寸精度和表面光潔程度以及生產(chǎn)效率。鋁合金由于凝固潛熱大,,在重量相同條件下,,鋁液的凝固過程時(shí)間延續(xù)比鑄鋼和鑄鐵長得多,放流動(dòng)性良好,有利于鑄造薄壁和結(jié)構(gòu)復(fù)雜的鑄件,。
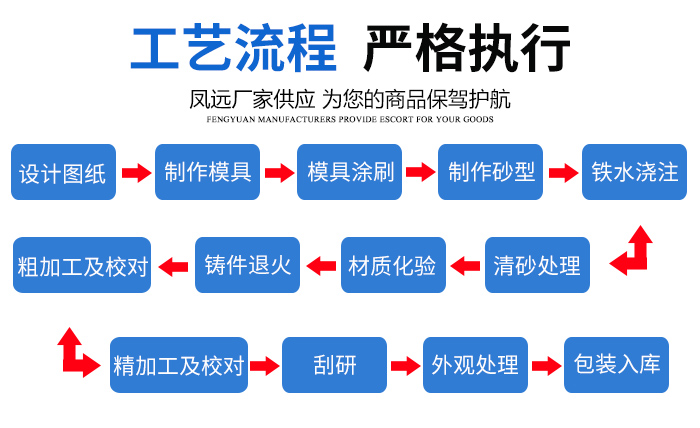
壓鑄鋁件的操作過程:
壓鑄過程是一個(gè)過程,,鑄鋁件的質(zhì)量形成在壓鑄過程中不能得以實(shí)際控制,所有的工藝參數(shù)只是外部控制的間接測量而已,,鑄鋁件的真實(shí)質(zhì)量只能由事后檢驗(yàn)來驗(yàn)證,;而此時(shí),鋁鑄件的質(zhì)量已經(jīng)形成,,檢驗(yàn)結(jié)果對鑄鋁件的質(zhì)量不能改變,。因此,為使壓鑄出來的產(chǎn)品質(zhì)量,,對壓鑄過程采取的控制措施,例如嚴(yán)格控制壓鑄過程中工藝參數(shù)的穩(wěn)定性和人員操作的一致性等,。但是,,能否及時(shí)發(fā)現(xiàn)不合格的鑄鋁件,盡可能地減少廢品損失,,在生產(chǎn)過程中顯得尤為重要,。
鑄鋁件是三個(gè)關(guān)鍵元素在鑄造生產(chǎn),模具結(jié)構(gòu)的右邊是壓鑄生產(chǎn)的先決條件可以順利進(jìn)行,,質(zhì)量的鑄鋁件(平面)扮演重要的角色,。由于壓鑄工藝的特點(diǎn),正確選擇工藝參數(shù)是決定因素,,為了獲得的鑄鋁件,,以及模具它能夠正確地選擇和調(diào)整工藝參數(shù)和模具設(shè)計(jì)實(shí)質(zhì)上是對壓鑄生產(chǎn)各種因素的綜合反映預(yù)測。如果鑄鋁件,,實(shí)際生產(chǎn)中存在的問題,,減少鑄造板高通過率。相反,,模具設(shè)計(jì)不合理,,案例一個(gè)鑄造設(shè)計(jì)動(dòng)態(tài)設(shè)置模式在同一個(gè)包裹力,大多數(shù)在模具澆注系統(tǒng),,不能填寫后入和南穿孔在壓鑄機(jī)生產(chǎn),,無法正常生產(chǎn),鑄鋁件一直堅(jiān)持固定模具,。雖然固定模型腔做玩很輕,,因?yàn)榍惠^深,停留在固定的模具,。所以在模具設(shè)計(jì)時(shí),,分析鑄鋁件的結(jié)構(gòu),熟悉壓鑄機(jī)器操作過程,,了解壓鑄機(jī)的可能性,,并調(diào)整技術(shù)參數(shù),,主要包裝特征在不同情況下,考慮到模具加工方法,、鉆孔和固定形式,,設(shè)計(jì)一種實(shí)用,滿足生產(chǎn)要求的模具,。液態(tài)金屬已表示,,開始灌裝時(shí)間短,金屬液壓力和速度是高的,,這惡劣的工作環(huán)境,,加上冷沖模模具熱交變應(yīng)力的影響,影響使用壽命的模具,。
鑄鋁件合金的機(jī)械強(qiáng)度,、延伸率低于要求標(biāo)準(zhǔn)。合金化學(xué)成分不符標(biāo)準(zhǔn),。鑄鋁件內(nèi)部有氣孔,、縮孔、夾渣等,。對試樣處理方法不對等,。鑄鋁件結(jié)構(gòu)不合理,限制了鑄鋁件達(dá)到標(biāo)準(zhǔn),。熔煉工藝不當(dāng),。排除措施配料熔化要嚴(yán)格控制化學(xué)成分及雜質(zhì)含量。嚴(yán)格遵守熔煉工藝,。按要求做試樣,,在生產(chǎn)中要定期對鑄鋁件進(jìn)行工藝性試驗(yàn)。嚴(yán)格控制合金熔煉溫度和澆注溫度,,盡量合金形成物的各種因素,。隨著國內(nèi)制造裝備業(yè)發(fā)展水平的不斷提高,壓鑄機(jī)的裝備水平也顯著提高,,可以制造的零件種類也在不斷擴(kuò)大,,壓鑄出來的零件的精度、零件的復(fù)雜程度也了較大的提升,,相信在不遠(yuǎn)的將來,,鑄鋁件會(huì)好的服務(wù)于我們的生產(chǎn)和生活的。
1,、壓鑄件的清理
1)去除澆道,、溢流槽及其毛刺,通常采用沖床沖切。沖切后一般不再手工作業(yè),。沖床難以去除時(shí),,可用手工去除,但不得引起缺肉和變形,。
2)產(chǎn)品需精修時(shí),,可用砂輪機(jī)、砂輪磨光機(jī)或拋光機(jī)打光,,不到位的部位用刮刀,、銼刀加以修整。
3)壓鑄件發(fā)生變形時(shí),,可用胎具和設(shè)備校正,,校正后應(yīng)需退火或時(shí)效處理。
2,、壓鑄件的檢驗(yàn),。壓鑄件檢驗(yàn)一般由供需雙方確定,常規(guī)檢查項(xiàng)目為:
1)化學(xué)成分和壓鑄試樣力學(xué)性能,,應(yīng)符合GB/T15115的規(guī)定,。
2)壓鑄件的幾何形狀和尺寸,,應(yīng)符合壓鑄件圖紙,,尺寸公差按GB/T6414規(guī)定。
3)壓鑄件的外觀質(zhì)量表面光滑不得有裂紋,、疏松,、氣泡和穿透性缺陷。
4)其他用戶需要檢驗(yàn)的項(xiàng)目,。























星裝備振動(dòng)工裝主體,鑄重件,鑄大件-衛(wèi)星裝備振動(dòng)工裝主體")