鋁鑄件加工是將鋁或鋁合金進行鑄造而得到的鑄件,。具體進行描述的話,是為將液態(tài)的鋁或鋁合金,,注入金屬模具或砂型模具的模腔中,,從而來得到鋁質(zhì)的或鋁合金零件。而且,,其形狀尺寸可以是各不相同的,。在應(yīng)用上,鋁鑄件的使用是非常廣的,,其中以汽車和工業(yè)配件居多,。
鋁鑄件加工主要優(yōu)點
(1)外形上美觀,而且質(zhì)量輕,,這樣能夠方便進行運輸?shù)?。而且在汽車中,這也是一大好處,。
(2)鋁合金的密度,,明顯要小于鑄鐵、鑄鋼等,,但是在強度和耐腐上,,則要高出很多。所以,,在承受同等的載荷重量下,,使用鋁鑄件是可以大大減輕結(jié)構(gòu)重量的。
(3)對于鋁合金這種材料表面而言,,其在表面光澤度上是非常好的,,而且在鑄造性能上也表現(xiàn)不錯。
鑄鋁件加工是鋁材加工中的一種使用的比較多的加工方法,,也是鋁件加工中比較常見的一種加工類型,。因為鋁本身屬于穩(wěn)定性質(zhì)較差的金屬,,所以一般在鋁壓鑄件制作完成后需要對它的表面進行處理,其中根據(jù)實際的使用需求存在不同的處理方法,。
1,、氧化處理:鋁合金表面氧化,適合做導(dǎo)電氧化,,鋁材或鋁型材,,適合做陽極氧化。
2,、噴砂處理:在鋁合金制品表面噴上一層細砂,,增強接觸面的摩擦系數(shù),可以增強連接的可靠度,。砂有粗細,、紋路也大不相同。
3,、電鍍處理:電鍍是利用電解的方式使金屬或合金沉積在工件表面,以形成均勻,、致密,、結(jié)合力良好的金屬層的過程,叫電鍍,。簡單的理解,,是物理和化學(xué)的變化或結(jié)合。
4,、噴粉(即粉沫噴涂):粉末噴涂是用噴粉設(shè)備把粉末涂料噴涂到工件的表面,,在靜電作用下,粉末會均勻的吸附于工件表面,,形成粉狀的涂層,。粉狀涂層經(jīng)過高溫烘烤流平固化,變成粉末涂料的不同種類效果的涂層;粉末噴涂的噴涂效果在機械強度,、附著力,、耐腐、耐老化等方面優(yōu)于噴漆工藝,,成本也在同效果的噴漆之下,。
5、烤漆處理:真正的烤漆工藝是用鋁合金磷化后噴涂,,噴涂后再烘烤,,這樣的涂層不光是能防腐而且光亮耐磨,不易脫落,。
6,、噴油處理:噴油是工業(yè)產(chǎn)品的表面涂裝加工的稱呼、噴油加工一般從事于塑膠噴油、絲印,、移印加工;,。加工范圍:電子產(chǎn)品:普通噴漆、PU漆,、橡膠漆(手感漆),,可噴涂注塑加工遇到的難以解決的問題,如氣紋,、熔接縫等,,具有噴涂橡膠漆(手感漆)經(jīng)驗,具備手感漆返工技術(shù),。
鋁鑄件加工的工作溫度,、濕度以及工件接觸的介質(zhì)和氣密性要求,整個產(chǎn)品的要求能夠達到的精度及尺寸穩(wěn)定性,。鋁壓鑄件型線的準(zhǔn)確性和表面的粗糙度在成程度上會直接影響其泵和液壓系統(tǒng)的工作效率,,能量消耗和氣蝕的發(fā)展等,內(nèi)燃機缸體,,缸蓋,,缸套,活塞環(huán),,排氣管等鑄鋁件的強度和耐激冷激熱性,,直接影響發(fā)動機的工作壽命。
鑄鋁件加工采用砂型鑄造,,主要原因是砂型鑄造較之其它鑄造方法成本低,,生產(chǎn)工藝簡單,生產(chǎn)周期短,。當(dāng)濕型不能滿足要求時再考慮使用粘土砂表干砂型,,干砂型或其它砂型。
鑄鋁件鑄造方法應(yīng)和生產(chǎn)批量相適應(yīng),,低壓鑄造,,壓鑄,離心鑄造等鑄造方法,,因設(shè)備和模具的價格昂貴,,所以只適合批量生產(chǎn),鑄壓鋁件可以單件鑄造也可批量生產(chǎn),。



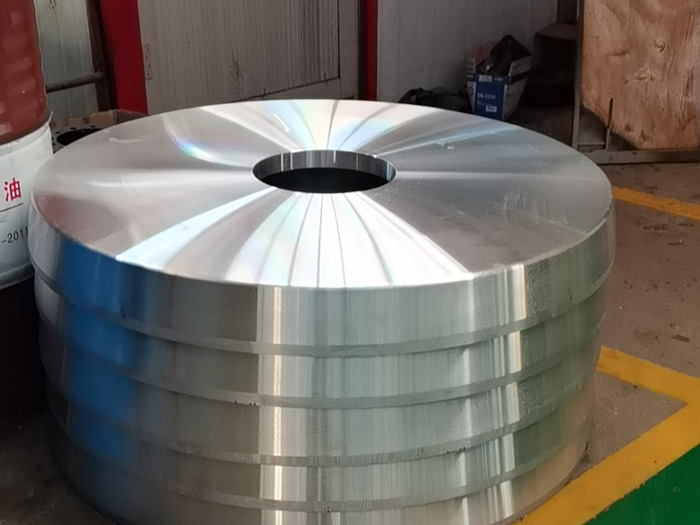
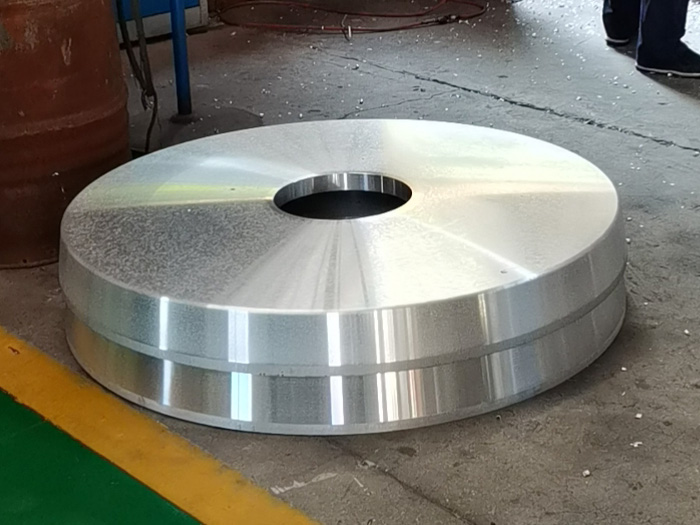






星裝備振動工裝主體,鑄重件,鑄大件-衛(wèi)星裝備振動工裝主體")